





What is a Progressive Stamping Die? Here's What You Need to Know
January 30, 2019
We recently had a question-and-answer session about stamping with Dave Holzer, a Journeyman Tool and Die Maker and the Sales and Marketing Manager at Wisconsin Metal Parts. Dave showed us an educational video about progressive stamping dies recently produced by the company. Wisconsin Metal Parts is providing this series of educational videos aimed at people new to stamping. The series explores the basics of how dies are designed, made, run in production and maintained.
Q. Dave, can you give us a brief explanation of progressive stamping?
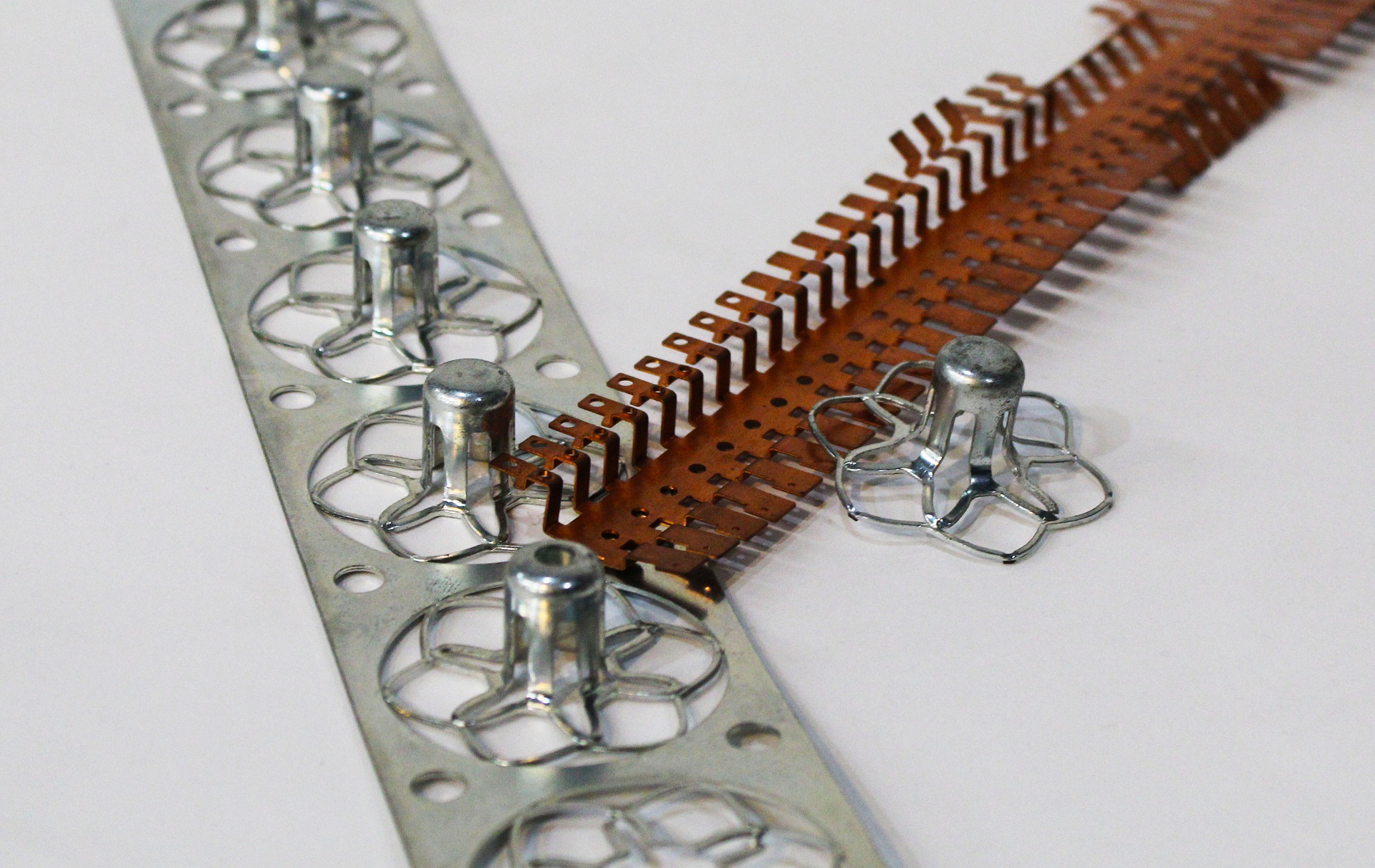
Dave Holzer: With a progressive stamping die, a part is made from raw material that is fed through a feeder. In the video, we use a mechanical punch press with a servo feeder. As the press moves up and down the feeder moves the material through a series of stations, progressing a specified distance between stations. At the end of the process, we have a finished part that comes off the die.
Q. The video shows different activities occurring during the stamping process. What kinds of metal forming can a progressive die do?
Dave Holzer: You’re right. Progressive dies are versatile. Inside of a progressive stamping die, we can do piercing, trimming, forming, and coining, to name just a few of the possible operations. We can have feeder bowls introduce hardware that is staked into a part. We can also do in-die tapping. These operations can all occur as the mechanical press goes up and down.
Q. Does a progressive die make only one part at a time?
Dave Holzer: No, not necessarily. Depending on the part, it is possible to have multiple parts made with each press stroke or changing tooling components to make a family of parts from the same tool.
Q. How do you ensure each part is precisely the same?
Dave Holzer: The video illustrates how we control the process. With this part, we start with round hole piercing. Two outside holes end up in the finished part. But there’s a center hole, too, called a pilot hole. The pilot hole helps us qualify where the part is throughout the entire tool as it progresses.
Q. Why not use one of the designed holes to qualify the part?
Dave Holzer: We prefer to use a pilot hole that is not in the finished part for a couple of reasons. We don’t want to damage the holes that are in the part. And by putting the pilot hole into the scrap web, we can choose the size that suits us, as long as it doesn’t increase the amount of scrap.
Q. How exactly does the pilot hole help?
Dave Holzer: In many cases the feeder isn’t accurate enough to locate our part. That’s where pilots play a role. As the tool closes, bullet-nosed pilots will come down and locate the strip in a controlled final position. When the die opens again the feeder will move the strip a specific distance forward to the next station. We call this the progression. The progression is engraved on the tooling and programmed into the equipment so that it feeds that distance every time.
If you’re off by even a thousandth of an inch as we progress through this tool, we’d quickly lose precision without the pilots because we've got 15 stations here. By the time we get to the end, our holes that we initially put in would no longer be in an exact location compared to the edges and compared to the forms. That's why that piloting is so essential.
Wisconsin Metal Parts designs and builds progressive dies, partnering with customers from prototype through production. For more information or to schedule a facility tour, contact the team online or call (262) 524-9100. We can set up a time to discuss your business needs and explore the best solutions.
Watch our video about progressive stamping dies below for more information.
Search by Topic
Progressive DiesGet in touch
- Fabrication:
- 404 Pilot Ct
- Waukesha WI 53188
- Stamping & Machining:
- N4W22450 Bluemound Rd
- Waukesha WI 53186
- Phone No.: (262) 524-9100
-
