





High Volume Stampings:
Keeping up with increased volumes
Higher volume production metal stamping can often pose unique challenges. For the sake of this discussion we will define high volume metal stamping as volumes well over 1 million parts per year. Having a solid game plan with tooling, production runs, material deliveries, inspection and preventive maintenance measures is key to uninterrupted production metal stamping.

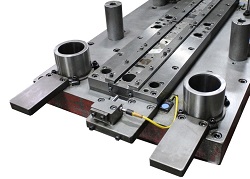
Tooling: Tooling designs are often driven by difficulty of the part, tolerances and volumes expected to run. A low – medium volume progressive stamping die can usually run around 1 million parts in its lifetime. When you get into high volume metal stamping you are often going to need a “Class A” progressive stamping die. This type of tooling will have higher-end components that are designed to be replaced as they wear while still maintaining the core tooling. For example, this could include guided strippers with ball bearing guide posts and inserted cutting & forming stations. See our video series about progressive stamping dies and progressive die design.
Quite often carbide cutting inserts will be used for high volume stamping. This allows for more parts to be run through the tooling before maintenance is required. Carbide requires special care during manufacturing to prevent the material binders from being damaged, often a cause of premature failure. Make sure your tooling supplier has experience using best practices for processing carbide. Special coatings can also prolong the maintenance of cutting and forming inserts. If the part geometry allows, progressive stamping dies can also be designed to make multiple parts with each stroke of the press. This increases the annual volume capacity of the tooling.

 Maintenance: A "Class A" tool coupled with a strong preventative maintenance plan is your best recipe for success when running high volume stampings. Having spare components, sharpening shims and any other wear items in stock allow for faster maintenance and more running of parts. Maintenance logs coupled with part inspection will dictate how often a tool will require maintenance. Because these tools are usually a high dollar investment, it is important to store them in a safe manner to protect them from corrosion, humidity or even fire. A quality stamping supplier should be able to prove that they keep regularly scheduled equipment maintenance logs so their presses stay running.
Maintenance: A "Class A" tool coupled with a strong preventative maintenance plan is your best recipe for success when running high volume stampings. Having spare components, sharpening shims and any other wear items in stock allow for faster maintenance and more running of parts. Maintenance logs coupled with part inspection will dictate how often a tool will require maintenance. Because these tools are usually a high dollar investment, it is important to store them in a safe manner to protect them from corrosion, humidity or even fire. A quality stamping supplier should be able to prove that they keep regularly scheduled equipment maintenance logs so their presses stay running.

 Inspection:Higher volume stampings can sometimes require a more stringent quality plan. These requirements are usually customer specific. Quite often these requirements include First Article Inspection Report (FAIR), PPAP, CPK data and lot control of inspection groups. We also see requests for more stringent production initial set up and in-process inspection plans that can include Gage R&R plans for equipment and processes used to manufacture high volume production parts. Lot control is possible from raw material all the way through secondary operations and subcontracting, including the retention of inspection samples from each of these processes. Your company standards are the place where quality and inspection start. A solid production stamping supplier should be able to help fill in the gaps where there is a perceived risk for non-conforming parts.
Inspection:Higher volume stampings can sometimes require a more stringent quality plan. These requirements are usually customer specific. Quite often these requirements include First Article Inspection Report (FAIR), PPAP, CPK data and lot control of inspection groups. We also see requests for more stringent production initial set up and in-process inspection plans that can include Gage R&R plans for equipment and processes used to manufacture high volume production parts. Lot control is possible from raw material all the way through secondary operations and subcontracting, including the retention of inspection samples from each of these processes. Your company standards are the place where quality and inspection start. A solid production stamping supplier should be able to help fill in the gaps where there is a perceived risk for non-conforming parts.

Part runs: When running high volume metal stampings, it may be necessary to have more than one tool qualified in multiple presses. This allows for some flexibility if there are tooling maintenance or press issues. Having the option of running multiple shifts also is important. Press & tool speed is an important factor. We have presses that can run up to 600 SPM (strokes per minute) and we also have short stroke presses that help to minimize wear & tear on tooling. Part and tooling design are the main drivers of what SPM a tool can run at.

Inventory: Most high volume metal stamping programs will have some sort of contract or blanket order in place. This allows the stamper to pre-purchase the needed stock in advance, keep material pricing locked in and have it delivered just as it is needed to run the parts. Being able to run ahead on part releases and hold them in inventory is also important so delivery schedules are met and any volume increases can be accommodated. If the stampings require any sub-contracting, we also need to take into account any extra parts needed for fallout damage or loss at the subcontractor.
Each production metal stamping part is unique and poses its own challenges when trying to decide the best way to run and control quality, while still being cost competitive. We would be happy to take a look at your next high volume metal stamping project and help you spend your money wisely. At Wisconsin Metal Parts, we welcome challenges!
Search by Topic
Get in touch
- Fabrication:
- 404 Pilot Ct
- Waukesha WI 53188
- Stamping & Machining:
- N4W22450 Bluemound Rd
- Waukesha WI 53186
- Phone No.: (262) 524-9100
-
